1. Understanding Furnace Oil in Boiler Rooms
Furnace oil, often referred to as heavy fuel oil (HFO), is a dense, viscous byproduct of crude oil refining. It serves as a key energy source in industrial boiler systems across the globe. In boiler rooms, HFO is combusted to generate thermal energy in the form of steam or hot water, which in turn is used to power turbines, heat buildings, or drive industrial processes.
Due to its high energy content and cost-effectiveness compared to lighter fuels, furnace oil is widely used in developing regions and industries where access to cleaner fuels like natural gas is limited or economically unfeasible. However, HFO requires precise handling and advanced combustion technology to operate safely and efficiently.
2. Typical Boiler Room Setup & Process Flow
The following simplified schematic represents the basic process of using furnace oil in a boiler room:
+------------+ +-----------+ +------------+ +-------------+
| HFO | | Heater / | | Burner / | | Boiler |
| Storage +-------> Fuel +-------> Atomizer & +-------> Heat |
| Tank | | Heater | | Combustion | | Transfer |
+------------+ +-----------+ +------------+ +-------------+
|
v
+--------------+
| Flue Gas / |
| Exhaust & |
| Waste Solids |
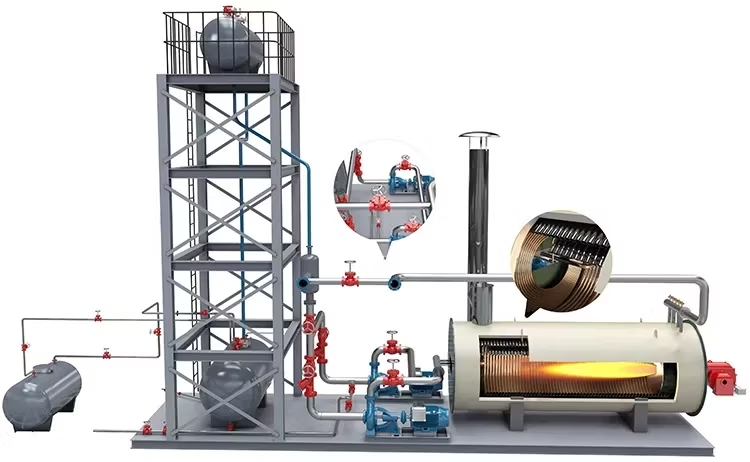
+--------------+Components Explained:
- HFO Storage Tank: Stores furnace oil at ambient temperatures. Due to its thick nature, HFO must be preheated before use.
- https://heavycraftsupplies.com/how-much-does-heavy-fuel-oil-cost-in-kenya-2/Fuel Heater: Elevates the oil’s temperature to reduce viscosity, making it easier to pump and atomize.
- Burner and Atomizer: Converts the heated oil into fine droplets, ensuring complete combustion when mixed with air.
- Boiler: Transfers the thermal energy from combustion to water, generating steam or hot water.
- Flue Gas and Waste System: Manages exhaust gases and solid residues produced during combustion.
3. Handling & Safety Procedures
Handling HFO safely requires detailed protocols and trained personnel. Due to its high viscosity and potential for spills and emissions, every stage must be carefully managed:
- Heating Protocols: HFO must be heated to 50–80°C to maintain pumpable viscosity. Overheating can lead to degradation.
- Pump Systems: Positive displacement pumps are preferred for moving viscous oils.
- Burner Safety: Use flame detectors, pressure regulators, and emergency shutdown systems.
- Spill Control: Install bund walls around tanks and keep spill kits ready.
- Ventilation and Fire Prevention: Ensure boiler rooms are well-ventilated, with fire suppression systems in place.
- Training: Staff must be trained in fire safety, first aid, and emergency procedures.
4. Combustion & Efficiency Optimization
Efficiency is key to minimizing fuel consumption and reducing emissions. Techniques include:
- Air-Fuel Ratio Monitoring: Proper combustion depends on the right balance of fuel and air.
- Boiler Load Management: Operate close to design load for maximum efficiency.
- Flue Gas Analysis: Helps detect unburned fuel, enabling corrective action.
- Soot Blowers: Automatically remove soot from heat transfer surfaces.
- Atomization Quality: Ensure correct nozzle pressure and spray angle.
Regular maintenance and calibration of control systems prevent inefficiencies and operational hazards.
5. Waste Products & Disposal
The use of furnace oil results in multiple waste streams, each requiring responsible management:
a. Flue Gases
These include CO2, CO, SOx, NOx, particulate matter (PM), and sometimes metals.
- Disposal: Managed through tall stacks and air pollution control equipment.
- Mitigation: Use of scrubbers, electrostatic precipitators (ESPs), and selective catalytic reduction (SCR).
b. Sludge and Ash
Sludge forms in storage tanks as heavier residues settle. Combustion generates ash.
- Handling: Regular tank cleaning and ash collection.
- Disposal: Sent to hazardous waste landfills or treated through incineration.
c. Wastewater
Water used for tank cleaning or boiler blowdown may contain oil traces.
- Treatment: Oil-water separators and neutralization systems are essential.
d. Filters and Absorbents
Filters accumulate particulates and sludge.
- Disposal: Must be handled as hazardous waste and disposed of in approved facilities.
6. Cost-Saving Strategies
Boiler rooms can reduce operational costs by optimizing both fuel use and system efficiency.
a. Equipment Upgrades
- Modulating Burners: Adjust firing rate based on load.
- Economizers: Capture heat from flue gases to preheat feedwater.
- Automatic Controls: Digital systems for real-time efficiency tuning.
b. Maintenance Practices
- Regular Inspections: Detect leaks, soot, or wear early.
- Tank Insulation: Reduces heating requirements.
- Combustion Tuning: Minimizes unburned fuel.
c. Operational Changes
- Load Scheduling: Align boiler operations with peak demand.
- Operator Training: Ensures fuel-efficient practices.
d. Fuel Quality Management
- Supplier Audits: Ensure consistency.
- Additives: Improve combustion and prevent fouling.
7. Industries & Applications Using HFO
Furnace oil remains vital across industries requiring large-scale thermal energy. Some sectors include:
- Power Generation: Backup or peak-load power plants use HFO-fired boilers.
- Cement Industry: Used in kiln operations.
- Textile Manufacturing: Provides steam for dyeing and finishing.
- Chemical Processing: Supplies heat for distillation and reactions.
- Paper Mills: Steam used in pulping and drying.
- Food Processing: Sanitization and cooking operations.
- Hospitals & Institutions: As standby heating systems.
- Steel and Metal Works: Preheating and process heating applications.
Each of these sectors values HFO for its energy density and relative affordability.
8. HFO Pricing Impact on Boiler Operations
Though HFO is generally more affordable than diesel or gas oil, its pricing is subject to fluctuations based on several criteria:
- Global Crude Prices: HFO pricing often tracks with crude oil markets.
- Regional Demand: Scarcity or surplus in regional markets impacts cost.
- Currency Exchange Rates: Since HFO is priced in USD, local currency depreciation increases cost.
- Logistics: Inland transportation and port handling fees.
- Regulatory Charges: Duties, taxes, and compliance fees.
A boiler room’s operational budget must factor in these variables and consider hedging strategies or bulk purchasing contracts to stabilize costs.
9. Environmental & Regulatory Considerations
Environmental regulations are tightening, particularly for sulfur content and particulate emissions. Key considerations include:
- Sulfur Emission Controls: Regulations in many countries limit sulfur content in HFO.
- Emission Reporting: Facilities may be required to report CO2 and other emissions.
- Pollution Control Equipment: ESPs, scrubbers, and bag filters often mandated.
- Waste Management Laws: Sludge and used filters classified as hazardous waste.
- Permits and Licenses: Required for HFO storage and combustion operations.
Failure to comply can result in penalties, shutdowns, or loss of operating licenses.
10. Transitioning Toward Cleaner Alternatives
Amid rising environmental concerns, industries are increasingly exploring alternatives to HFO:
- Natural Gas: Cleaner but often unavailable in remote areas.
- Biomass Boilers: Sustainable but may require extensive retrofitting.
- Solar Thermal: Useful for preheating but cannot replace high-pressure steam needs.
- Dual-Fuel Systems: Provide flexibility to switch between HFO and cleaner fuels.
Transition planning includes evaluating ROI, infrastructure needs, and regulatory benefits.
11. Conclusion
HFO continues to play a vital role in industrial boiler systems, offering high energy output at a lower upfront cost. However, its use requires careful handling, efficient system design, and adherence to safety and environmental regulations. From storage and combustion to waste disposal and emissions control, every aspect must be managed to ensure operational efficiency and compliance.
Industries that rely on HFO benefit from its availability and energy density but must also prepare for potential future shifts in energy policy and market conditions. By investing in modern boiler technology, embracing efficiency best practices, and exploring fuel diversification, operators can position themselves for long-term cost savings and sustainability.
As energy markets evolve, staying informed about regulatory changes and technological advances will be key. The furnace oil boiler room may continue to serve today’s industrial needs—but only those that innovate will remain competitive tomorrow.